


产品详情
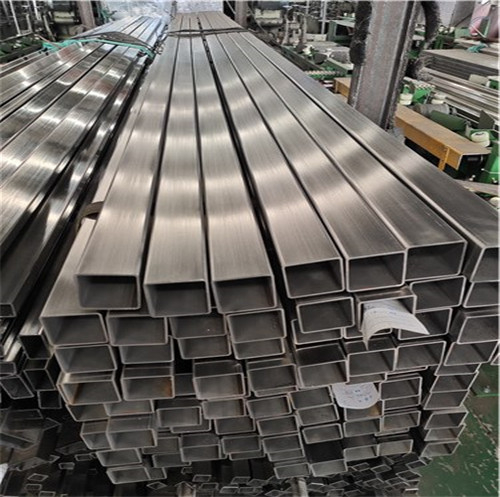
在201不锈钢焊接管发生的各种腐蚀中.晶间腐蚀约占10%.它会使晶粒间的结合力有所下降,在应力的作用下.极易产生裂坟,甚至碎成粉末,并且很隐蔽.从其外形上看不出来。同时它也是诱导其它腐蚀的主要原因。奥氏体不锈钢焊接管的晶间腐蚀主要是由于晶界区贫Cr所引起的.而C容易和Cr形成化合物.使Cr含量减少。为此.晶间腐蚀的防止清施是:
1化学成分及组织
(一)C含量
钢管中C含量是影响奥氏体不锈钢焊接管晶间腐蚀的级主要因素。一方面.严格控制C含量.使基体金属和焊条的含碳z控制在0.08%以下;另一方面,在母材和焊材中添加稳定剂Ti.Nb等元家.与C的亲合力强,使碳先于Cr与之结合.生成稳定的化合物。
(2)双相组织
双相组织.会大大提高抗晶间腐蚀的能力。一方面,加人铁素体形成元素.如铬、硅、铝、钼等,使焊缝形成双相组织;另一方面.选择含铁素体生成剂比较多的焊接材料。
2焊接工艺
(1)温度在450-850℃这个温度区间,尤其是650℃是z易产生晶间腐蚀的危险温度区(又称敏化温度区)。所以不锈钢焊接管焊接时,可采取在焊件下面垫铜板,或直接在焊件背面浇水冷却的方式,使之间快速冷却,减少在该温度区间停留的时间.是提高接头耐腐蚀能力的有效措施。
(2)焊接线能量的增大。将加速奥氏休不锈钢焊接管的腐蚀。在焊接工艺上.可以采用小电流、高焊速。短弧、多道焊等方法,减小线能量。采取低的焊接线能量.快速通过敏化温度区的方式来避免产生热影响区晶间腐蚀。
3焊后处理
焊后将奥氏体不锈钢焊接管的焊接接头重新加热至1050-1100℃.重新固溶处理.或者重新加热至850-900℃.保温2h进行均匀化处理.以消除贫铭区。











 苏公网安备 32020502000910号
苏公网安备 32020502000910号